Восковой мелок: не только рисуем…

Советы наши необычные и где-то даже удивительные. Но, поверьте, очень эффективные. Проверено на собственном профессиональном опыте.
Сегодня наш герой – инженер-технолог Константин Лапцевич. Из сложной ситуации ему помог выйти обычный восковой мелок!

– Нам поступил заказ на изготовление партии деталей. Предложение было очень интересное. Такой шанс нам, как профессионалам, упускать нельзя ни в коем случае! После анализа требований менеджер отправил коммерческое предложение. Оно устроило заказчика. Время приступать к работе.
В целом, многие комплектующие уже были предусмотрены в договоре. Но о технологическом оснащении станочного оборудования и сопровождении изготовления детали пришлось позаботиться мне, как технологу, уже в процессе изготовления.
Основное производство предприятия на тот момент было занято: изготавливали партии деталей согласно месячному плану. И потому загрузка подходящих станков (токарных с ЧПУ, где имелись автоматизированные средства технологического оснащения, а именно: датчики касания для привязки инструмента) была бы в ущерб предприятию.
– Тогда пришлось «нагрузить» токарей-универсальщиков. Они специализируются на изготовлении широкого перечня деталей в единичном и мелкосерийном производствах. Чаще всего – это мастера высшего класса и никаких проблем возникнуть не могло в принципе. Перед нами стояла главная задача – обработать в размер предварительно проточенные канавки под уплотнительные кольца, наружной поверхности детали типа «поршень» гидроцилиндра. Речь в таких ситуациях идет о сотых долях миллиметра!
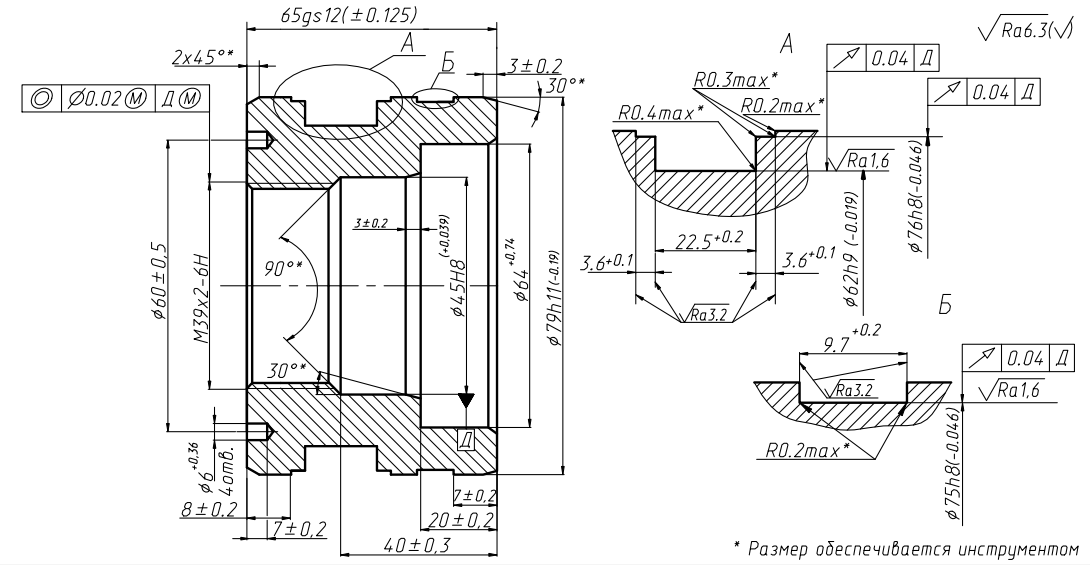
Заготовка приходила с предварительной обработкой. И нужно было привязать подходящий инструмент к системе координат детали. И это оказалось не так просто.
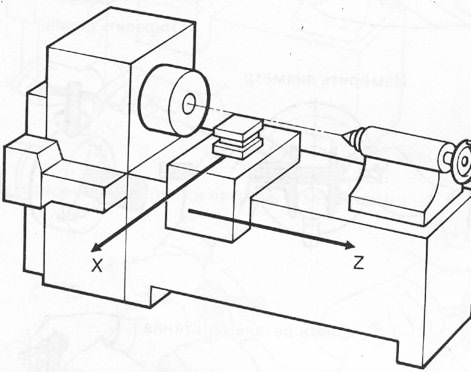
По оси Z такая привязка успешно прошла при помощи обычного касания. Делается это так: в ручном режиме подвели инструмент близко к детали, переключили подачу на минимальные значения и стали медленно приближаться. Услышав характерный звук контакта режущей кромки с деталью, и увидев, что наблюдается съём стружки – остановились и обнулились.
Этот способ один из самых быстрых, но не идеальных. Однако оставленный припуск и допуски в несколько «десяток» согласно конструкторской документации, позволили нам им воспользоваться.
– А вот с осью Х пришлось повозиться. Так как допуски на диаметр уже были в пределах сотых долях миллиметра.
Касанием или, как мы говорим, «на глаз» привязываться было уже нельзя. Поразмыслив, я решил воспользоваться, так сказать. дополнительным средством технологического оснащения оборудования. И им стал… восковой мелок!
Во время вращения детали от привода станка я сделал отметку мелком на её поверхности. Затем токарь следовал принципам привязки инструмента по оси Z за исключением одной детали: необходимо было «срезать» след от воскового мелка до появления серебристой, металлической поверхности.
После обработки и измерений полученных размеров пробной партии деталей было установлено, что всё в размере! Допуски выдержаны!
Вот так простой мелок помог в решении серьёзной проблемы.
Заказ был выполнен в срок, все остались довольны!